















Особенности и производственный процесс санитарного дно - диафрагмного клапана
1, Без остатков: Уникальная конструкция диафрагмы обеспечивает полное опустошение материала при закрытии клапана, исключая остатки материала и перекрестное загрязнение.
2, Гигиеничность: Поверхность клапана специально обработана, гладкая, без мертвых зон, что обеспечивает простоту очистки и дезинфекции.
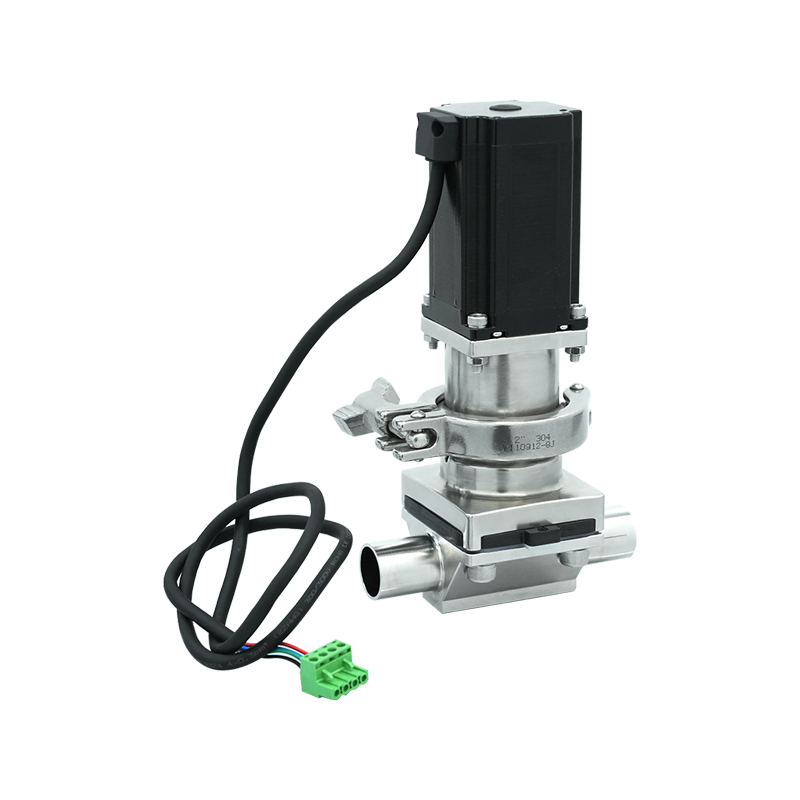
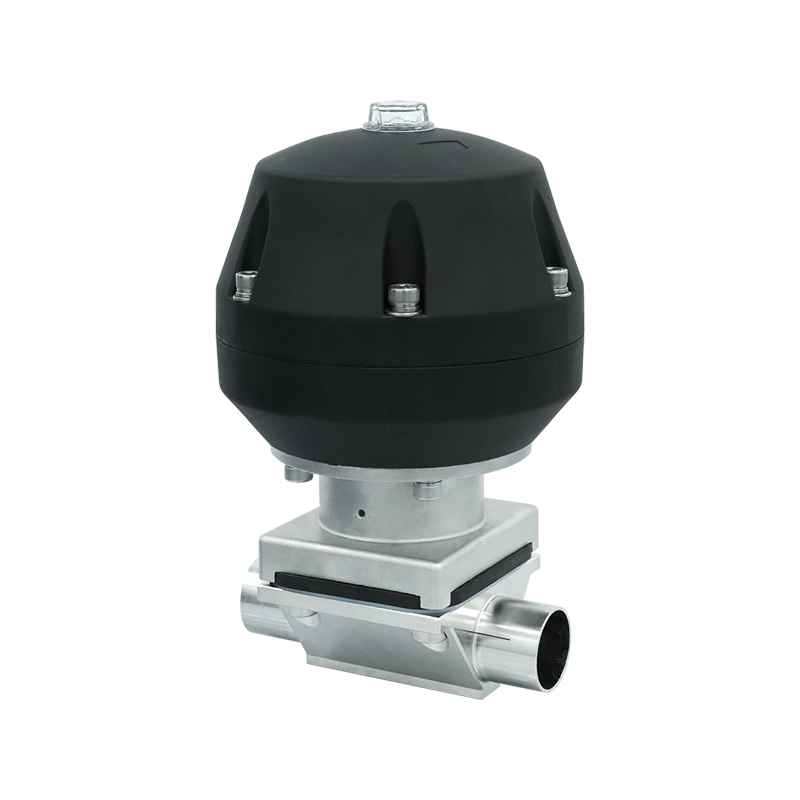
3, Многообразие приводов: Возможность выбора пневматических, электрических и других приводов в соответствии с конкретными потребностями для удовлетворения требований разных давлений.
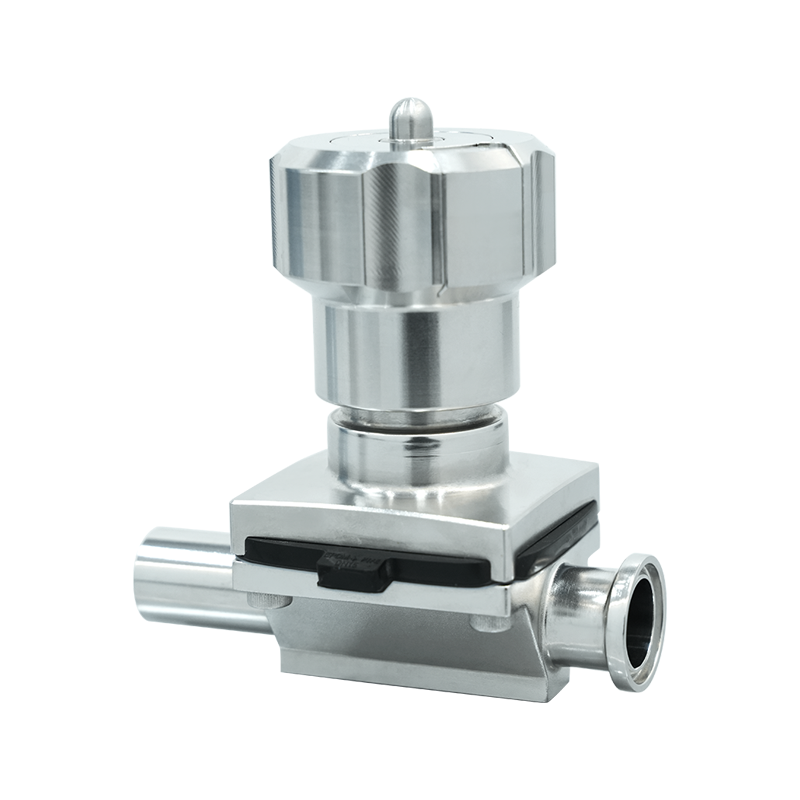
5, Санитарно-конструкции: в соответствии с гигиеновыми стандартами биофармацевтической и пищевой промышленности, чтобы гарантировать, что продукт чистый и свободный для загрязнения
6 Короче говоря, санитарный клапан бак-диафрагмы санитарного нержавеющей стали-это своего рода санигирный клапан, подходящий для биофармацевтической и пищевой промышленности, и т. Д. Он имеет особенности стагнации, высокой степени чистоты, разнообразного выбора привода и полированного обработки.
Точный процесс производства и сборки точной диафрагмы
Эта часть процесса напрямую связана с уплотнением, коррозионным сопротивлением и сроком службы клапана и является наиболее важной частью процесса.
Во-первых, выбор материала для диафрагмы имеет решающее значение. Материалы должны соответствовать стандартам пищевого или фармацевтического класса полимерных материалов, например, PTFE (политетрафторэтилен) или EPDM (этилен-пропилен-диен-терполимер). Эти материалы обладают не только хорошей химической стабильностью и устойчивостью к различным средам, но и имеют отличную упругость,что обеспечивает герметичность при долгосрочном использовании.
Вторым этапом является процесс формирования диафрагмы, который в основном использует технологии литья или инъекционного литья. Благодаря точно контролируемой температуре и подаче материала в форме, создавая формы и размеры, соответствующие требованиям конструкции. После формирования диафрагма строгой контроль размеров и обработки поверхности, чтобы гарантировать, что у нее нет дефектов и воздушных отверстий и улучшить качество.
На стадии сборки диафрагма тщательно помещается в корпус клапана, где она тесно связана с сиденьем клапана и механизмом привода. Этот процесс требует чрезвычайно высокой точности сборки, и любое небольшое отклонение может повлиять на производительность герметизации клапана. Следовательно, с помощью передовых зажима и приспособлений и испытательного оборудования работникам необходимо провести несколько отладки и калибровки до тех пор, пока не будет достигнуто оптимальное состояние сборки.
Наконец, весь клапан также должен пройти через серию тестов на производительность, включая тест на давление, тест на герметизацию, тест на устойчивость к коррозии и т. Д., Чтобы гарантировать, что он может работать стабильно и надежно в различных условиях труда. Только продукты, которые проходят эти строгие тесты, могут быть признаны в качестве квалифицированных санитарных диафрагмных клапанов и в конечном итоге использоваться в пищевых, фармацевтических и других отраслях, которые требуют очень высоких санитарных условий.








")


")




{kind=link}